業務咨詢熱線:
電話:13873397666
座機:0769-81818179
郵箱:kulkee-power@dgjiuqi.com

業務咨詢熱線:
電話:13873397666
座機:0769-81818179
郵箱:kulkee-power@dgjiuqi.com

東莞市玖琪實業有限公司
聯系人:梁先生
手機:13873397666
電話:0769-81818179
傳真:0769-81806179
地址:東莞市石排鎮谷嚇村孔屋工業區
郵編:523339
官方網站:http://coiledpins.cn/
電源適配器生產工藝流程 |
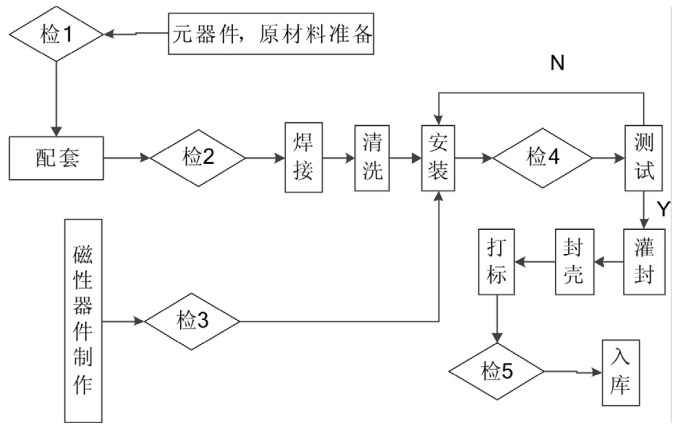
| 電源適配器是現代電力電子技術的產物,借助控制開關管啟用、關閉的時間比來維持穩定的輸出電壓。由于電力電子技術的進步,電源適配器技術也與時俱進,有著高效、低功耗、小巧、重量輕等優點,代表穩壓電源的發展方向。除此之外產品的設計開發,生產制造也是確保電源適配器質量的重要環節。只采用有嚴謹的生產流程和標準,才能夠使完成的電源適配器達到預計的性能和效果。 2具體生產流程 下面具體講述電源適配器模塊的生產制造生產流程和每一個環節的標準及需要注意的事項。
2.1產前準備 為了確保產品生產制造的順利進行,高效優質地完成生產制造作業,需要提前嚴謹按照相關技術文件做好產前準備。主要包括:元器件、原材料、所需相關設備的準備;相關電源適配器的設計文件、工藝文件、測試方法、生產制造操作規章資料等;需要提前完成部分元器件的裝配和相關元器件的性能檢驗。 2.2線圈制做 嚴謹來講,線圈制做也是產前準備的其中一部分,但磁性器件對電源適配器來講非常關鍵,直接影響產品性能,因此 單獨列出此項,且操作人員需要有磁性器件上崗資格證。在線圈繞制前確定繞組及性能參數,按照磁性器件的標準確定好物料表,按磁性器件繞組的性能參數,選定漆包線、骨架,并裁剪好各繞組線的尺寸。將骨架固定在繞線機上做好繞制,特別注意的事項有:繞制的線圈應緊固平整;進線短,出線長;先初級,后次級;若次級有兩個繞組,線圈匝數一樣時,與此同時繞制,線圈匝數不同時,分別繞制。最后將各繞組的進出線分別絞合3-5圈,避免 松動,再將骨架從繞線機上取下,整理漆包線,刮線、上錫。 2.3元器件焊接裝配 標準的元器件焊接是產品品質的基本保證。它規定元器件無漏焊、每一個焊點焊接堅固、接觸良好、無焊錯件。在焊接流程中要做到:確定原材料的準確性;電烙鐵要充分預熱,一手持烙鐵,一手拿鑷子或導線;焊接要有順序,如從大到小,從左到右等;每焊完一個元器件都需要檢驗,查看是不是堅固,接觸是不是良好,不可出現偏移、脫焊、虛焊,焊點應平滑,圓潤,不該有毛邊等不良現象;還需檢驗有沒有漏焊以及由于焊錫流淌導致的元器件短路;芯片、電容、電阻要緊貼著基板表面。 2.4清洗 清洗指的是用超聲波清洗機清洗基板,保證 產品內無多余錫膏,無雜質,清洗2次為宜。操作時應保證 清洗設備安裝穩定,根據標準流程分別倒入水和洗板水,清洗1分鐘。清洗完后,在常溫狀態下晾干或者在高溫干燥箱烘干,檢驗清洗干凈的基板,看有沒有假焊、虛焊、空焊、短路等。 2.5檢驗 任何生產流程檢驗都是不可缺少的一項工序,也是產品出貨前的最后一道品質保證。電源適配器檢驗主要包括常規外觀檢驗、性能測試和高低溫測試。 常規測試是檢驗電源適配器包裝及外觀,應無破損、劃傷、臟污、引腳歪斜等不良現象;將電源適配器放在1.5-10倍顯微鏡下,保證 鍍層無起皮、起泡,引線無斷裂,銹蝕;用游標卡尺檢測物理尺寸。根據客戶協議書規定,檢驗輸入輸出參數,負載瞬變、輸入電壓瞬變時,查看輸出是不是都符合要求。 高溫測試是將電源適配器擺放在高溫干燥箱烘烤2H以上,然后迅速取出產品進行性能測試;低溫測試是將電源適配器擺放在低溫保存箱冷凍2H以上,然后迅速取出產品進行性能測試。 2.6灌膠 灌膠也就是將冷藏的膠體慢慢注入機體,膠體應沒過元器件,表面應平滑、平整。灌膠后的產品平行擺放在托盤內,在常溫狀態下凝固超過48H。膠體徹底凝固好以后才能進行下一步操作。產品灌封成一體后,抗震動性能提升,保證了產品品質。 2.7封殼 封殼采用平行縫焊機。首先將產品底座放置在平行縫焊機的夾具內,再取蓋板放在產品底座上確認好蓋板方向。根據要焊接的殼體大小,在焊接參數界面上輸入相對應的管殼長度和寬度,左右電極高度,將全部參數設置完后進行點焊工作,點焊工作結束后檢驗蓋板與底座是否被點焊在一起,接著進行縫焊工作。焊接工作全部結束后,需放在20-40倍的顯微鏡下檢驗焊接面。焊接應達到下面要求:焊接面焊接較好,不應有氣孔、裂縫、未封住、蓋板偏離等不良現象;焊接面平整,不應有凹凸不平,輪痕;焊接面不應過燒,劃傷。 2.8打標 打標是產品出貨前的最后一步,對產品進行標識,使產品型號、引腳功能易于識別,避免 錯接、誤用。 3結語 在以上所述流程的基礎上,還需要在關鍵環節后,設制不同檢測環節,以保障每一個流程的產品品質。嚴格的工藝流程和生產標準是每一個員工都需要嚴格遵守的,也是產品品質的重要保障,是企業信譽的保障。 文章轉載自網絡,如有侵權,請聯系刪除。 |
| | 發布時間:2020.11.30 來源:電源適配器 |
| 上一個:充電器混用傷手機嗎 | 下一個:手機充電器長期不拔有危險 |
東莞市玖琪實業有限公司專業生產:電源適配器、充電器、LED驅動電源、車載充電器、開關電源等....
版權所有:東莞市玖琪實業有限公司
聯系人:梁先生 電話:13873397666
電話:0769-81818179 傳真:0769-81806179 地址:東莞市石排鎮谷嚇村孔屋工業區 郵編:523339