業(yè)務咨詢熱線:
電話:13873397666
座機:0769-81818179
郵箱:kulkee-power@dgjiuqi.com

業(yè)務咨詢熱線:
電話:13873397666
座機:0769-81818179
郵箱:kulkee-power@dgjiuqi.com

東莞市玖琪實業(yè)有限公司
聯系人:梁先生
手機:13873397666
電話:0769-81818179
傳真:0769-81806179
地址:東莞市石排鎮(zhèn)谷嚇村孔屋工業(yè)區(qū)
郵編:523339
官方網站:http://coiledpins.cn/
電子廠全面DIP波峰焊工藝流程及波峰焊接的缺陷不良原因分析 ! |
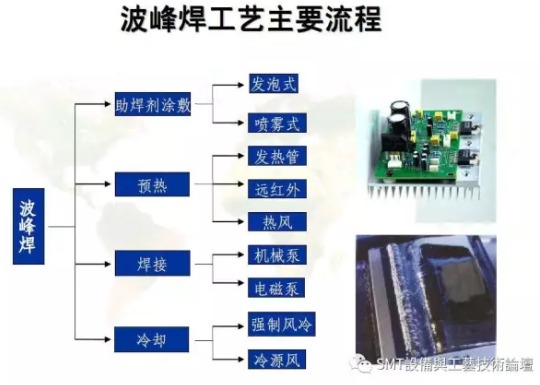
電子廠DIP波峰焊錫機(波峰焊)主要用于傳統THT通孔插裝印制電路板電裝焊接工藝,以及表面組裝與通孔插裝元器件的混裝工藝,波峰焊其高溫液態(tài)錫保持一個斜面,并由特殊裝置使液態(tài)錫形成一道道類似波浪的現象,所以叫“波峰焊”; 適用于波峰焊工藝的表面組裝元器件有矩形和圓柱形片式元件、SOT以及較小的SOP等器件。
DIP波峰焊錫機工作原理 :
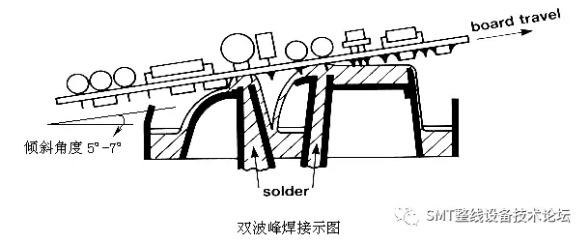
下面以雙波峰焊機的工藝流程為例,來說明波峰焊的工作原理 : 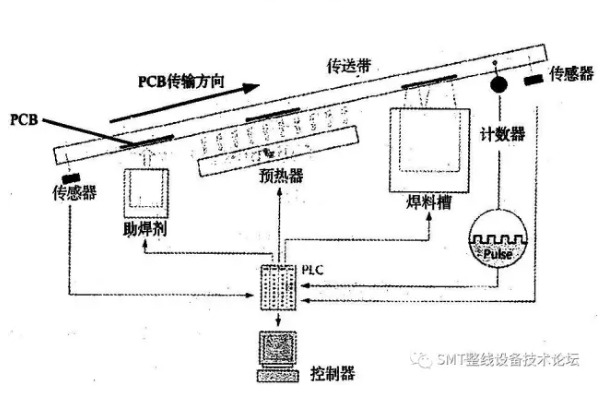
DIP插件波峰焊錫機整機工作原理流程圖
電子廠DIP插件焊接發(fā)展及優(yōu)點 :
隨著電子產品的大批量生產,手工采用烙鐵工具逐點焊接PCB板上引腳焊點的方法,再也不能適應市場要求、生產效率與產品質量。于是就逐步發(fā)明了半自動/全自動群焊(Mass Soldering)設備與全自動焊接機。全自動焊接機早出現在日本,作為黑白/彩色電視機的主要生產設備。八十年代起引進,先后有浸焊機、單波峰焊機等。八十年代中期起貼插混裝的SMT技術迅速發(fā)展,又出現了雙波峰焊錫機。
波峰焊是指將熔化的軟釬焊料(鉛錫合金),經電動泵或電磁泵噴流成設計要求的焊料波峰,亦可通過向焊料池注入氮氣來形成,使預先裝有元器件的印制板通過焊料波峰,實現元器件焊端或引腳與印制板焊盤之間機械與電氣連接的軟釬焊。根據機器所使用不同幾何形狀的波峰,波峰焊系統可分許多種。 
與手工焊接技術相比,全自動流動焊接技術明顯的擁有以下優(yōu)點:節(jié)省電能,節(jié)省人力,提高效率,降低成本,提高了外觀質量與可靠性,克服人為影響因素,可以完成手工無法完成的工作。
常用DIP波峰焊流程:將元件插入相應的元件孔中 →預涂助焊劑 → 預熱 → 過波峰焊錫爐 → 冷卻 → 切除多余插件腳 → AOI檢測 。 
當完成點膠(或印刷)、貼裝、膠固化、插裝通孔元器件的PCB線路板從波峰焊機的入口端隨傳送帶向前運行,通過焊劑發(fā)泡(或噴霧)槽時,印制板下表面的焊盤、所有元器件端頭和引腳表面被均勻地涂覆上一層薄薄的焊劑。
助焊劑的作用原理 :
熔融的焊料之所以能承擔焊接作用,是由于金屬原子距離接近后產生相互擴散、溶解、浸潤等作用的結果。此時,阻礙原子之間相互作用的是金屬表面存在的氧化膜和污染物,也是妨礙浸潤的有害物質。
為此,一方面要采取措施防止在金屬表面產生氧化物,另一方面必須采取去除污染的各種措施和處理方法。但是由于在PCBA生產的各種前端過程乃至于元器件生產的過程中,完全避免這些氧化和污染是很困難的。因此,必須在焊接操作之前采取某些方法把氧化膜和污染清除掉。采用熔劑去除氧化膜具備不損傷母材、效率高等特點,因此能被廣泛的用于PCBA的制程中。
隨著波峰焊噴助焊劑工序完成, PCB板經波峰鈦爪傳送進入預熱區(qū),焊劑中的溶劑被揮發(fā)掉,焊劑中松香和活性劑開始分解和活性化,印制板焊盤、元器件端頭和引腳表面的氧化膜以及其它污染物被清除;同時,印制板和元器件得到充分預熱。
PCB線路印制板繼續(xù)向前運行,印制板的底面首先通過個熔融的焊料波。個焊料波是亂波(振動波或紊流波),將焊料打到印制板的底面所有的焊盤、元器件焊端和引腳上;熔融的焊料在經過焊劑凈化的金屬表面上進行浸潤和擴散。之后,印制板的底面通過第二個熔融的焊料波,第二個焊料波是平滑波,平滑波將引腳及焊端之間的連橋分開,并去除拉尖(冰柱)等焊接缺陷。
 傳統的錫鉛焊料在電子裝聯中已經應用了近一個世紀。共晶焊料的導電性、穩(wěn)定性、抗蝕性、抗拉和抗疲勞、機械強度、工藝性都是非常的,而且資源豐富,價格便宜。是一種極為理想的電子焊接材料。但由于鉛污染人類的生活環(huán)境。據統計,某些地區(qū)地下水的含鉛量已超標30倍,由于Pb是一種有毒的金屬,對人體有害,并且對自然環(huán)境有很大的破壞性,所以引進了無鉛焊絲。 傳統的錫鉛焊料在電子裝聯中已經應用了近一個世紀。共晶焊料的導電性、穩(wěn)定性、抗蝕性、抗拉和抗疲勞、機械強度、工藝性都是非常的,而且資源豐富,價格便宜。是一種極為理想的電子焊接材料。但由于鉛污染人類的生活環(huán)境。據統計,某些地區(qū)地下水的含鉛量已超標30倍,由于Pb是一種有毒的金屬,對人體有害,并且對自然環(huán)境有很大的破壞性,所以引進了無鉛焊絲。
無鉛焊接的特點和對策 : (1) 無鉛焊接的主要特點: (A) 高溫、熔點比傳統有鉛共晶焊料高34℃左右。 (B) 表面張力大、潤濕性差。 (C) 工藝窗口小,質量控制難度大。 (2) 無鉛焊點的特點: (A) 浸潤性差,擴展性差。 (B) 無鉛焊點外觀粗糙。傳統的檢驗標準與AOI需要升級。 (C) 無鉛焊點中氣孔較多,尤其有鉛焊端與無鉛焊料混用時,焊端(球)上的有鉛焊料先熔,覆蓋焊盤,助焊劑排不出去,造成氣孔。但氣孔不影響機械強度。 (D) 缺陷多-由于浸潤性差,使自定位效應減弱。 無鉛焊點外觀粗糙、氣孔多、潤濕角大、沒有半月形,由于無鉛焊點外觀與有鉛焊點有較明顯的不同,如果有原來有鉛的檢驗標準衡量,甚至可以認為是不合格的,隨著無鉛技術的深入和發(fā)展,由于助焊劑的改進以及工藝的進步,無鉛焊點的粗糙外觀已經有了一些改觀。 
波峰焊在使用過程中的常見參數主要有以下幾個:
1.預熱: A.“預熱溫度“一般設定在90-110度,這里所講“溫度”是指預熱后PCB板焊接面的實際受熱溫度,而不是“表顯”溫度;如果預熱溫度達不到要求,則易出現焊后殘留多、易產生錫珠、拉錫尖等現象;
SMA類型 元器件 預熱溫度 單面板組件 通孔器件與混裝 90~100 雙面板組件 通孔器件 100~110 雙面板組件 混裝 100~110 多層板 通孔器件 115~125 多層板 混裝 115~125
B、影響預熱溫度的有以下幾個因素,即:PCB板的厚度、走板速度、預熱區(qū)長度等;
B2.走板速度:一般情況下,建議把走板速度定在1.1-1.2米/分鐘這樣一個速度,但這不是值;如果要改變走板速度,通常都應以改變預熱溫度作配合;比如:要將走板速度加快,那么為了保證PCB焊接面的預熱溫度能夠達到預定值,就應當把預熱溫度適當提高;
B3.預熱區(qū)長度:預熱區(qū)的長度影響預熱溫度,在調試不同的波峰焊機時,應考慮到這一點對預熱的影響;預熱區(qū)較長時,溫度可調的較接近想要得到的板面實際溫度;如果預熱區(qū)較短,則應相應的提高其預定溫度。
2、錫爐溫度: 以使用63/37的錫條為例,一般來講此時的錫液溫度應調在245至255度為合適,盡量不要在超過260度,因為新的錫液在260度以上的溫度時將會加快其氧化物的產生量. 
雙波峰焊理論溫度曲線
4、風刀:
在波峰爐使用中,“風刀”的主要作用是吹去PCB板面多余的助焊劑,并使助焊劑在PCB零件面均勻涂布;一般情況下,風刀的傾角應在100左右;如果“風刀”角度調整的不合理,會造成PCB表面焊劑過多,或涂布不均勻,不但在過預熱區(qū)時易滴在發(fā)熱管上,影響發(fā)熱管的壽命,而且會影響焊完后PCB表面光潔度,甚至可能會造成部分元件的上錫不良等狀況的出現。
DIP波峰焊的生產管理指導說明書 :
①預熱溫度:峰值溫度 100~130℃(焊接面焊盤上的溫度) ②錫槽溫度:250~260℃ ③搬送鏈速:0.8~1.4m/分(根據基板種類,有所不同) ④焊接時間:1次:2~3秒 2次:2~3秒 合計4~6秒(大10sec) ⑤焊錫浸漬狀態(tài):錫槽高度、根據噴流高度進行調整 ⑥錫槽內焊錫成份管理(成份分析) ?分析頻率:1~3次/半年(導入初期:1~4次/月) ?成分管理:銅濃度 0.5~1.0% 鉛濃度 0.1%以下 
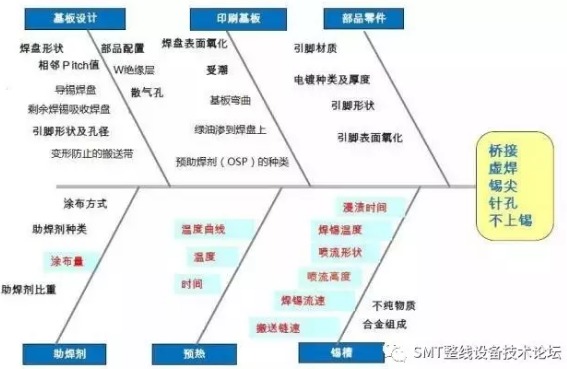
波峰焊接的缺陷不良原因分析 關系波峰焊品質的特定因素 :
一、沾錫不良POOR WETTING
這種情況是不可接受的缺點,在焊點上只有部分沾錫。分析其原因及改善方式如下:
此一情形與沾錫不良相似,不同的是局部沾錫不良不會露出銅箔面,只有薄薄的一層錫無法形成飽滿的焊點。 三、冷焊或焊點不亮:焊點看似碎裂,不平,大部分原因是零件在焊錫正要冷卻形成焊點時振動而造成,注意錫爐輸送是否有異常振動。 四、焊點破裂:此一情形通常是焊錫,基板,導通孔,及零件腳之間膨脹系數,未配合而造成,應在基板材質,零件材料及設計上去改善。
通常在*定一個焊點,希望能又大又圓又胖的焊點,但事實上過大的焊點對導電性及抗拉強度未必有所幫助。
此一問題通常發(fā)生在DIP或WIVE的焊接制程上,在零件腳頂端或焊點上發(fā)現有冰尖般的錫。
在焊接或溶劑清洗過后發(fā)現有白色殘留物在基板上,通常是松香的殘留物,這類物質不會影響表面電阻質,但客戶不接受。
通常黑色殘余物均發(fā)生在焊點的底部或頂端,此問題通常是不正確的使用助焊劑或清洗造成。
綠色通常是腐蝕造成,特別是電子產品但是并非完全如此,因為很難分辨到底是綠銹或是其它化學產品,但通常來說發(fā)現綠色物質應為警訊,必須立刻查明原因,尤其是此種綠色物質會越來越大,應非常注意,通常可用清洗來改善。
第八項談的是白色殘留物是指基板上白色殘留物,而本項目談的是零件腳及金屬上的白色腐蝕物,尤其是含鉛成分較多的金屬上較易生成此類殘余物,主要是因為氯離子易與鉛形成氯化鉛,再與二氧化碳形成碳酸鉛(白色腐蝕物)。在使用松香類助焊劑時,因松香不溶于水會將含氯活性劑包著不致腐蝕,但如使用不當溶劑,只能清洗松香無法去除含氯離子,如此一來反而加速腐蝕。 十二、針孔及氣孔:針孔與氣孔之區(qū)別,針孔是在焊點上發(fā)現一小孔,氣孔則是焊點上較大孔可看到內部,針孔內部通常是空的,氣孔則是內部空氣完全噴出而造成之大孔,其形成原因是焊錫在氣體尚未完全排除即已凝固,而形成此問題。
氧化防止油被打入錫槽內經噴流涌出而機污染基板,此問題應為錫槽焊錫液面過低,錫槽內追加焊錫即可改善。
此現象分為二種(1)焊錫過后一段時間,(約半載至一年)焊點顏色轉暗。(2)經制造出來的成品焊點即是灰暗的。
焊點表面呈砂狀突出表面,而焊點整體形狀不改變。
系因焊錫溫度過高造成,立即查看錫溫及溫控器是否故障。
過大的焊點造成兩焊點相接。

電子廠常用術語: SIP:單列直插(一排引腳) DIP:雙列直插(兩排引腳) 軸向元件:元件兩引腳從元件兩端伸出 徑向元件:元件引腳從元件同一端伸出 PCB:印刷電路板 PCBA:PCB經過SMT上件,再經過DIP插件直至板上所有工序都完成的制程 引腳:元件的一部分,用于把元件焊在電路板上 單面板:電路板上只有一面用金屬處理; 雙面板:上下兩面都有線路的電路板; 層 板:除上、下兩面都有線路外,在電路板內層也有線路; 元件面:電路板上插元件的一面; 焊接面:電路板中元件面的反面,有許多焊盤提供焊接用; 焊 盤:PCB板上用來焊接元件引腳或金屬端的金屬部分; 金屬化孔(PTH) :一般用來插元件和布明線的金屬化孔; 連接孔: (相對與金屬化孔)一般不用來插元件和布明線的金屬化孔 ;
空焊:零件腳或引線腳與錫墊間沒有錫或其它因素造成沒有接合。 假焊:假焊之現象與空焊類似,但其錫墊之錫量太少,低于接合面標準。 冷焊:錫或錫膏在回風爐氣化后,在錫墊上仍有模糊的粒狀附著物。 橋接:有腳零件腳與腳之間焊錫聯接短路 元件符號:R(NR)、C(CD)、L、D、Q、U、X(Y)、S、Z、BAT、CN等 極性元件:有些元件,插入電路板時必需定向; 極性標志:印刷電路板上,極性元件的位置印有極性標志; 錯件:零件放置之規(guī)格或種類與作業(yè)規(guī)定不符; 缺件:應放置零件之位置,因不正常之緣故而產生空缺; 跪腳:零件引腳打折形成跪腳
文章轉載自網絡,如有侵權,請聯系刪除。 |
| | 發(fā)布時間:2017.06.23 來源:東莞市玖琪實業(yè)有限公司 |
| 上一個:非常實用的電源工程師8大設計技巧 | 下一個:電子廠SMT貼片加工制造工藝流程說明書 ! |
東莞市玖琪實業(yè)有限公司專業(yè)生產:電源適配器、充電器、LED驅動電源、車載充電器、開關電源等....
版權所有:東莞市玖琪實業(yè)有限公司
聯系人:梁先生 電話:13873397666
電話:0769-81818179 傳真:0769-81806179 地址:東莞市石排鎮(zhèn)谷嚇村孔屋工業(yè)區(qū) 郵編:523339